Healthcare analytics, AI solutions for biological big data, providing an AI platform for the biotech, life sciences, medical and pharmaceutical industries, as well as for related technological approaches, i.e., curation and text analysis with machine learning and other activities related to AI applications to these industries.
This is an interesting topic. We already have liver transplantation. When the procedure was introduced, a liver transplant could deplete the blood supply in a small state. Kidney transplantation did not pose that problem, and we are now much beyond classic dialysis with intraperitoneal dialysis at home on a daily basis. Liver transplantation raises issues about who receives the benefit. Alcoholism is self destructive, but undoubtedly they are among the recipients. Hepatocarcinoma is uncommon, and it has a poor prognosis. Patients who have a transthyretin gene mutant associated with neurodegeneration who are likely to have a family history descending from Portugal, Sweden, Brazil, and a locality in Japan are receiving liver transplants. The 3-D bioprint model would clearly apply. It becomes of great interest in those who have received blood transfusions or have become infected with HCV.
3D Printed Liver Models Save Lives at Cleveland Clinic
Every city has its points of pride, and, when you’re a Rust Belt town with a rough history, those points of pride become huge. I was born and raised in Cleveland, Ohio and its surrounding areas, and I’ve watched the city evolve from the “mistake on the lake” to one of the country’s top cities for arts and entertainment, food and drink, and medicine. The Cleveland Clinic attracts patients from around the world, patients who, without the world-class doctors and highly specialized, advanced medical technology the Clinic offers, would have little or no hope. The hospital, which was just ranked as the 5th top hospital in the country, is best known for its cardiology department, but it also has the distinction of having creating the first 3D printed liver.
In 2012, Cleveland Clinic Chief of Hepatology Dr. Nizar Zein discovered 3D printing. While reading about its uses and applications, he began to consider how the technology could be used in medicine, particularly in risky liver surgeries. The complexity of the liver meant that surgeons sometimes accidentally cut through major blood vessels or bile ducts, causing dangerous complications for the patients. At that time, 3D models of organs were being studied on computer screens, but it was still difficult to get a feel for the depth and scale of the organs. With a printed model, Dr. Zein thought, the surgeons’ proximity to blood vessels and bile ducts could be safely double checked.
Currently, 3D printing models of patients’ organs is becoming a pretty common and easy practice that is being used in an increasing variety of surgeries. At the time, however, it was still very experimental and required a lot of testing.
“We went through a process for every patient who underwent liver surgery where we resected a portion of the liver, took it out, [and] prior to surgery, we prepared a 3D printed version of it,” said Dr. Zein
Dr. Zein believes that the 2012 trials resulted in the first-ever 3D printed liver. At that time, it took six weeks to print, which seems incredible when you consider how fast 3D printers are today, only three years later. Now, the hospital can print a replica liver in less than 48 hours. As 3D printing technology has improved, so have the models the hospital is able to print. The early models were yellowish and hazy, but now they are as clear as glass, enabling doctors to easily see blood vessels and bile ducts. In 2014, the hospital was using the models regularly during surgeries, and they’ve continued to improve. Different components can be printed individually, removed from the model for closer examination, and then replaced within the larger organ model using a series of magnets. At this point, Zein has printed over 20 liver models.
Having perfected the method of 3D liver modeling, the clinic was able to offer hope to a patient with a liver tumor who had already been turned down by other hospitals. Dr. Zein is thrilled with the possibilities that 3D printing offers for saving lives that could not have been saved before.
“My career has been as a clinical investigator so medical research and investigation is part of my life and it’s probably the most exciting part of my life,” he said. “So I’m very proud of what we did. What comes out of it, in the end, I’m not sure, but I have a feeling that there will be a role for these technologies, 3D printing, in complex surgeries.”
Researchers 3D Print Artificial Liver-like Device to Detoxify The Blood
We have been hearing a lot about 3D printed liver tissue, created from actual human cells. A company called Organovo has already produced sheets of biological liver tissue which can be used as a means for toxicity testing of drugs. They believe that within several years they will have a fully functioning, 3D printed human liver on their hands.
Nanoengineers at the University of California, San Diego have been taking a different approach to creating a liver, an artificial one. They have been successful in creating a device which functions in a similar manner as the human organ, but is designed to be used outside the body, sort of like dialysis.
Recently engineers have used nanoparticles, tiny particles which are between 1 and 100 nanometers in size, to neutralize pore-forming toxins in the blood. These toxins can either be released by bacteria during an infection, or by insect or snake venom after a bite or sting. The toxins are released into the bloodstream, causing illness, or even death by destroying cells. They do this by basically poking holes in the cell membranes. The method developed to neutralize the toxins has been heralded as a success, however there is a major risk of secondary poisoning, which can come about when the nanoparticles enter the liver and accumulate.
A team of researchers, led by nanoengineering professor Shaochen Chen, have come up with a solution. Their solution is a matrix, which they 3D print out of a hydrogel material. This matrix is used to house the nanoparticles, and neutralize any pore-forming toxins. This mimicks the functions of the human liver.
“The concept of using 3D printing to encapsulate functional nanoparticles in a biocompatible hydrogel is novel,” said Chen. “This will inspire many new designs for detoxification techniques since 3D printing allows user-specific or site-specific manufacturing of highly functional products.”
The bioprinting technology used by Chen and his team is called, dynamic optical projection stereolithography. Similar to the stereolithography technology used within the resin based 3D printer you may have at home, Chen’s printers use a liquid solution which contains cells as well as a photosensitive biopolymer. It then directs light towards the solution, which solidifies. Layer by layer, the printer gradually builds up the material until they have a finished structure. Chen has been developing this technology thanks to a grant of $1.5 million from the National Institute of Health. Ultimately this technology could be used in a variety of important applications, producing various medical implants, devices, and human tissues. Discuss this story at the forum thread at 3DPB.com related to Chen’s 3D printed liver-like device.
A Russian company announced a successful experiment implanting 3D-printed thyroid glands into mice, and the results will be published next week, said Dmitri Fadin, development director at 3D Printing Solutions.
“We had some difficulties during the study, but in the end the thyroid gland turned out to be functional,” Mr. Fadin told RBTH.
3D Bioprinting Solutions printed the thyroid gland – or to be exact, the gland’s organ construct – in March of this year. At that time, scientific laboratories were saying that they will start printing human thyroid glands if the experiment is successful.
3D Bioprinting Solutions uses existing 3D print technology that makes items from plastic, ceramic and metals, but it had to make adaptations for biological material, that is, for cells. Before transplanting the artificial gland, scientists “carved out” a thyroid in the mice using radioactive iodine.
Vladimir Mironov founded 3D Bioprinting Solutions in 2013. He a tissue engineer, and co-founder of two startups in the U.S., Cardiovascular Tissue Technology, and Cuspis.
Source: rbth.com
3D Biopr
“We had some difficulties during the study, but in the end the thyroid gland turned out to be functional,” Mr. Fadin told RBTH.
Printing Solutions printed the thyroid gland in March 2015
A thyroid gland printed last March by 3D Printing Solutions is now proven to be fully functional, and experts say the results will revolutionize medicine.
Belgrade, Mt (GLOBE NEWSWIRE) – Xtant Medical Holdings, Inc. (NYSE MKT:XTNT), a leader in the development of regenerative medicine products and medical devices, today announced the first surgical implantation of OsteoSelect PLUS Demineralized Bone Matrix (DBM) Putty, developed by its wholly owned subsidiary, Bacterin International, Inc.
OsteoSelect PLUS is a next-generation DBM putty, comprised of OsteoSelect DBM Putty and demineralized cortical chips, designed to provide superior handling for surgeon end users during surgery. Dr. Ali Araghi, DO, Director of the Spine Division at The CORE Institute was the first surgeon to utilize OsteoSelect® PLUS DBM Putty in a spinal fusion procedure.
“OsteoSelect PLUS is aligned with Xtant’s commitment to patient safety and superior clinical outcomes,” stated Dan Goldberger, CEO of Xtant. “OsteoSelect PLUS provides a sterile grafting solution to meet the needs of surgeons and expands our offering in the DBM market space.”
OsteoSelect PLUS was developed in response to surgeon demand. Utilizing surgeon input for design allowed Bacterin to create an additional first class, bone graft substitute in the DBM space and strengthen its comprehensive product portfolio.
About Xtant Medical Holdings
Xtant Medical Holdings, Inc. (NYSE MKT:XTNT) develops, manufactures and markets class-leading regenerative medicine products and medical devices for domestic and international markets. Xtant products serve the specialized needs of orthopedic and neurological surgeons, including orthobiologics for the promotion of bone healing, implants and instrumentation for the treatment of spinal disease, tissue grafts for the treatment of orthopedic disorders, and biologics to promote healing following cranial, and foot and ankle surgeries. With core competencies in both biologic and non-biologic surgical technologies, Xtant can leverage its resources to successfully compete in global neurological and orthopedic surgery markets. For further information, please visit http://www.xtantmedical.com.
Important Cautions Regarding Forward-looking Statements
This press release contains certain disclosures that may be deemed forward-looking statements within the meaning of the Private Securities Litigation Reform Act of 1995 that are subject to significant risks and uncertainties. Forward-looking statements include statements that are predictive in nature, that depend upon or refer to future events or conditions, or that include words such as “continue,” “efforts,” “expects,” “anticipates,” “intends,” “plans,” “believes,” “estimates,” “projects,” “forecasts,” “strategy,” “will,” “goal,” “target,” “prospects,” “potential,” “optimistic,” “confident,” “likely,” “probable” or similar expressions or the negative thereof. Statements of historical fact also may be deemed to be forward-looking statements. We caution that these statements by their nature involve risks and uncertainties, and actual results may differ materially depending on a variety of important factors, including, among others: the Company’s ability to successfully integrate the acquisition of X-spine; the ability of the Company’s sales force to achieve expected results; the Company’s ability to meet its existing and anticipated contractual obligations, including financial covenant and other obligations contained in the Company’s secured lending facility; the Company’s ability to manage cash flow; the Company’s ability to develop, market, sell and distribute desirable applications, products and services and to protect its intellectual property; the ability of the Company’s customers to pay and the timeliness of such payments; the Company’s ability to obtain financing as and when needed; changes in consumer demands and preferences; the Company’s ability to attract and retain management and employees with appropriate skills and expertise; the impact of changes in market, legal and regulatory conditions and in the applicable business environment, including actions of competitors; and other factors. Additional risk factors are listed in the Company’s Annual Report on Form 10-K and Quarterly Reports on Form 10-Q under the heading “Risk Factors.” The Company undertakes no obligation to release publicly any revisions to any forward-looking statements to reflect events or circumstances after the date hereof or to reflect the occurrence of unanticipated events, except as required by law.
FDA Cellular & Gene Therapy Guidances: Implications for CRSPR/Cas9 Trials, Volume 2 (Volume Two: Latest in Genomics Methodologies for Therapeutics: Gene Editing, NGS and BioInformatics, Simulations and the Genome Ontology), Part 2: CRISPR for Gene Editing and DNA Repair
FDA Cellular & Gene Therapy Guidances: Implications for CRSPR/Cas9 Trials
Reporter: Stephen J. Williams, PhD
The recent announcement by Editas CEO Katrine Bosley to pursue a CRSPR/Cas9 gene therapy trial to correct defects in an yet to be disclosed gene to treat one form of a rare eye disease called Leber congenital amaurosis (multiple mutant genes have been linked to the disease) have put an interesting emphasis on the need for a regulatory framework to initiate these trials. Indeed at the 2015 EmTechMIT Conference Editas CEO Katrine Bosley had mentioned this particular issue: the need for discourse with FDA and regulatory bodies to establish guidelines for design of clinical trials using the CRSPR gene editing tool.
To this effect, I have listed below, the multiple FDA Guidance Documents surrounding gene therapy to show that, in the past year, the FDA has shown great commitment to devise a regulatory framework for this therapeutic area.
FDA Guidance On Source Animal, Product, Preclinical and Clinical Issues Concerning the Use of Xenotranspantation Products in Humans – Implications for 3D BioPrinting of Regenerative Tissue
Reporter: Stephen J. Williams, Ph.D.
The FDA has submitted Final Guidance on use xeno-transplanted animal tissue, products, and cells into human and their use in medical procedures. Although the draft guidance was to expand on previous guidelines to prevent the introduction, transmission, and spread of communicable diseases, this updated draft may have implications for use of such tissue in the emerging medical 3D printing field.
This document is to provide guidance on the production, testing and evaluation of products intended for use in xenotransplantation. The guidance includes scientific questions that should be addressed by sponsors during protocol development and during the preparation of submissions to the Food and Drug Administration (FDA), e.g., Investigational New Drug Application (IND) and Biologics License Application (BLA). This guidance document finalizes the draft guidance of the same title dated February 2001.
For the purpose of this document, xenotransplantation refers to any procedure that involves the transplantation, implantation, or infusion into a human recipient of either (a) live cells, tissues, or organs from a nonhuman animal source, or (b) human body fluids, cells, tissues or organs that have had ex vivo contact with live nonhuman animal cells, tissues or organs. For the purpose of this document, xenotransplantation products include live cells, tissues or organs used in xenotransplantation. (See Definitions in section I.C.)
This document presents issues that should be considered in addressing the safety of viable materials obtained from animal sources and intended for clinical use in humans. The potential threat to both human and animal welfare from zoonotic or other infectious agents warrants careful characterization of animal sources of cells, tissues, and organs. This document addresses issues such as the characterization of source animals, source animal husbandry practices, characterization of xenotransplantation products, considerations for the xenotransplantation product manufacturing facility, appropriate preclinical models for xenotransplantation protocols, and monitoring of recipients of xenotransplantation products. This document recommends specific practices intended to prevent the introduction and spread of infectious agents of animal origin into the human population. FDA expects that new methods proposed by sponsors to address specific issues will be scientifically rigorous and that sufficient data will be presented to justify their use.
Examples of procedures involving xenotransplantation products include:
transplantation of xenogeneic hearts, kidneys, or pancreatic tissue to treat organ failure,
implantation of neural cells to ameliorate neurological degenerative diseases,
administration of human cells previously cultured ex vivo with live nonhuman animal antigen-presenting or feeder cells, and
extracorporeal perfusion of a patient’s blood or blood component perfused through an intact animal organ or isolated cells contained in a device to treat liver failure.
Imagine stripping out the failing components of an old car — the engine, transmission, exhaust system and all of those parts — leaving just the old body and other structural elements. Replace those old mechanical parts with a brand new electric, hydrogen powered, biofuel, nuclear or whatever kind of engine you want and now you have a brand new car. It has an old frame, but that’s okay. The frame wasn’t causing the problem, and it can live on for years, undamaged.
When challenged to design internal organs, tissue engineers are taking a similar approach, particularly with the most complex organs, like the heart, liver and kidneys. These organs have three dimensional structures that are elaborate, not just at the gross anatomic level, but in microscopic anatomy too. Some day, their complex connective tissue scaffolding, the stroma, might be synthesized from the needed collagen proteins with advanced 3-D printing. But biomedical engineering is not there yet, so right now the best candidate for organ scaffolding comes from one of humanity’s favorite farm animals: the pig.
Chimera alarmists connecting with anti-biotechnology movements might cringe at the thought of building new human organs starting with pig tissue, but if you’re using only the organ scaffolding and building a working organ from there, pig organs may actually be more desirable than those donated by humans.
How big is the anti-chimerite movement?
Unlike anti-GMO and anti-vaccination activists, there really aren’t too many anti-chemerites around. Nevertheless, there is a presence on the web of people who express concern about mixing of humans and non-human animals. Presently, much of their concern is focussed on the growing of human organs inside non-human animals, pigs included. One anti-chemerite has written that it could be a problem for the following reason:
Once a human organ is grown inside a pig, that pig is no longer fully a pig. And without a doubt, that organ will no longer be a fully human organ after it is grown inside the pig. Those receiving those organs will be allowing human-animal hybrid organs to be implanted into them. Most people would be absolutely shocked to learn some of the things that are currently being done in the name of science.
The blog goes on to express alarm about the use of human genes in rice and from there morphs into an off the shelf garden variety anti-GMO tirade, though with an an anti-chemeric current running through it. The concern about making pigs a little bit human and humans a little bit pig becomes a concern about making rice a little bit human. But the concern about fusing tissues and genes of humans and other species does not fit with the trend in modern medicine.
Utilization of pig tissue enters a new age
A porcine human ear for xenotransplantation. source: The Scientist
For decades, pig, bovine and other non-human tissues have been used in medicine. People are walking around with pig and cow heart valves. Diabetics used to get a lot of insulin from pigs and cows, although today, thanks to genetic engineering, they’re getting human insulin produced by microorganisms modified genetically to make human insulin, which is safer and more effective.
When it comes to building new organs from old ones, however, pig organs could actually be superior for a couple of reasons. For one thing, there’s no availability problem with pigs. Their hearts and other organs also have all of the crucial components of the extracellular matrix that makes up an organ’s scaffolding. But unlike human organs, the pig organs don’t tend to carry or transfer human diseases. That is a major advantage that makes them ideal starting material. Plus there is another advantage: typically, the hearts of human cadavers are damaged, either because heart disease is what killed the human owner or because resuscitation efforts aimed at restarting the heart of a dying person using electrical jolts and powerful drugs.
Rebuilding an old organ into a new one
How then does the process work? Whether starting with a donated human or pig organ, there are several possible methods. But what they all have in common is that only the scaffolding of the original organ is retained. Just like the engine and transmission of the old car, the working tissue is removed, usually using detergents. One promising technique that has been applied to engineer new hearts is being tested by researchers at the University of Pittsburgh. Detergents pumped into the aorta attached to a donated heart (donated by a human cadaver, or pig or cow). The pressure keeps the aortic valve closed, so the detergents to into the coronary arteries and through the myocardial (heart muscle) and endocardial (lining over the muscle inside the heart chambers) tissue, which thus gets dissolved over the course of days. What’s left is just the stroma tissue, forming a scaffold. But that scaffold has signaling factors that enable embryonic stem cells, or specially programed adult pleuripotent cells to become all of the needed cells for a new heart.
Eventually, 3-D printing technology may reach the point when no donated scaffolding is needed, but that’s not the case quite yet, plus with a pig scaffolding all of the needed signaling factors are there and they work just as well as those in a human heart scaffold. All of this can lead to a scenario, possibly very soon, in which organs are made using off-the-self scaffolding from pig organs, ready to produce a custom-made heart using stem or other cells donated by new organ’s recipient.
David Warmflash is an astrobiologist, physician, and science writer. Follow @CosmicEvolution to read what he is saying on Twitter.
And a Great Article in The Scientist by Dr. Ed Yong Entitled
To cope with a growing shortage of hearts, livers, and lungs suitable for transplant, some scientists are genetically engineering pigs, while others are growing organs in the lab.
.. where Joseph Vacanti and David Cooper figured that using
“engineered pigs without the a-1,3-galactosyltransferase gene that produces the a-gal residues. In addition, the pigs carry human cell-membrane proteins such as CD55 and CD46 that prevent the host’s complement system from assembling and attacking the foreign cells”
… thereby limiting rejection of the xenotransplated tissue.
In addition to issues related to animal virus transmission the issue of optimal scaffolds for organs as well as the advantages which 3D Printing would have in mass production of organs is discussed:
To Vacanti, artificial scaffolds are the future of organ engineering, and the only way in which organs for transplantation could be mass-produced. “You should be able to make them on demand, with low-cost materials and manufacturing technologies,” he says. That is relatively simple for organs like tracheas or bladders, which are just hollow tubes or sacs. Even though it is far more difficult for the lung or liver, which have complicated structures, Vacanti thinks it will be possible to simulate their architecture with computer models, and fabricate them with modern printing technology. (See “3-D Printing,” The Scientist, July 2012.) “They obey very ordered rules, so you can reduce it down to a series of algorithms, which can help you design them,” he says. But Taylor says that even if the architecture is correct, the scaffold would still need to contain the right surface molecules to guide the growth of any added cells. “It seems a bit of an overkill when nature has already done the work for us,” she says.
Other articles of FDA Guidance and 3D Bio Printing on this Open Access Journal Include:
New FDA Draft Guidance On Homologous Use of Human Cells, Tissues, and Cellular and Tissue-Based Products – Implications for 3D BioPrinting of Regenerative Tissue
Reporter: Stephen J. Williams, Ph.D.
The FDA recently came out with a Draft Guidance on use of human cells, tissues and cellular and tissue-based products (HCT/P) {defined in 21 CFR 1271.3(d)} and their use in medical procedures. Although the draft guidance was to expand on previous guidelines to prevent the introduction, transmission, and spread of communicable diseases, this updated draft may have implications for use of such tissue in the emerging medical 3D printing field.
In 21 CFR 1271.10, the regulations identify the criteria for regulation solely under section 361 of the PHS Act and 21 CFR Part 1271. An HCT/P is regulated solely under section 361 of the PHS Act and 21 CFR Part 1271 if it meets all of the following criteria (21 CFR 1271.10(a)):
The HCT/P is minimally manipulated;
The HCT/P is intended for homologous use only, as reflected by the labeling, advertising, or other indications of the manufacturer’s objective intent;
The manufacture of the HCT/P does not involve the combination of the cells or tissues with another article, except for water, crystalloids, or a sterilizing, preserving, or storage agent, provided that the addition of water, crystalloids, or the sterilizing, preserving, or storage agent does not raise new clinical safety concerns with respect to the HCT/P; and
Either:
The HCT/P does not have a systemic effect and is not dependent upon the metabolic activity of living cells for its primary function; or
The HCT/P has a systemic effect or is dependent upon the metabolic activity of living cells for its primary function, and:
Is for autologous use;
Is for allogeneic use in a first-degree or second-degree blood relative; or
Is for reproductive use.
If an HCT/P does not meet all of the criteria in 21 CFR 1271.10(a), and the establishment that manufactures the HCT/P does not qualify for any of the exceptions in 21 CFR 1271.15, the HCT/P will be regulated as a drug, device, and/or biological product under the Federal Food, Drug and Cosmetic Act (FD&C Act), and/or section 351 of the PHS Act, and applicable regulations, including 21 CFR Part 1271, and pre-market review will be required.
1 Examples of HCT/Ps include, but are not limited to, bone, ligament, skin, dura mater, heart valve, cornea, hematopoietic stem/progenitor cells derived from peripheral and cord blood, manipulated autologous chondrocytes, epithelial cells on a synthetic matrix, and semen or other reproductive tissue. The following articles are not considered HCT/Ps: (1) Vascularized human organs for transplantation; (2) Whole blood or blood components or blood derivative products subject to listing under 21 CFR Parts 607 and 207, respectively; (3) Secreted or extracted human products, such as milk, collagen, and cell factors, except that semen is considered an HCT/P; (4) Minimally manipulated bone marrow for homologous use and not combined with another article (except for water, crystalloids, or a sterilizing, preserving, or storage agent, if the addition of the agent does not raise new clinical safety concerns with respect to the bone marrow); (5) Ancillary products used in the manufacture of HCT/P; (6) Cells, tissues, and organs derived from animals other than humans; (7) In vitro diagnostic products as defined in 21 CFR 809.3(a); and (8) Blood vessels recovered with an organ, as defined in 42 CFR 121.2 that are intended for use in organ transplantation and labeled “For use in organ transplantation only.” (21 CFR 1271.3(d))
Contains Nonbinding Recommendations Draft – Not for Implementation
Section 1271.10(a)(2) (21 CFR 1271.10(a)(2)) provides that one of the criteria for an HCT/P to be regulated solely under section 361 of the PHS Act is that the “HCT/P is intended for homologous use only, as reflected by the labeling, advertising, or other indications of the manufacturer’s objective intent.” As defined in 21 CFR 1271.3(c), homologous use means the repair, reconstruction, replacement, or supplementation of a recipient’s cells or tissues with an HCT/P that performs the same basic function or functions in the recipient as in the donor. This criterion reflects the Agency’s conclusion that there would be increased safety and effectiveness concerns for HCT/Ps that are intended for a non-homologous use, because there is less basis on which to predict the product’s behavior, whereas HCT/Ps for homologous use can reasonably be expected to function appropriately (assuming all of the other criteria are also met).2 In applying the homologous use criterion, FDA will determine what the intended use of the HCT/P is, as reflected by the the labeling, advertising, and other indications of a manufacturer’s objective intent, and will then apply the homologous use definition.
FDA has received many inquiries from manufacturers about whether their HCT/Ps meet the homologous use criterion in 21 CFR 1271.10(a)(2). Additionally, transplant and healthcare providers often need to know this information about the HCT/Ps that they are considering for use in their patients. This guidance provides examples of different types of HCT/Ps and how the regulation in 21 CFR 1271.10(a)(2) applies to them, and provides general principles that can be applied to HCT/Ps that may be developed in the future. In some of the examples, the HCT/Ps may fail to meet more than one of the four criteria in 21 CFR 1271.10(a).
III. QUESTIONS AND ANSWERS
What is the definition of homologous use?
Homologous use means the repair, reconstruction, replacement, or supplementation of a recipient’s cells or tissues with an HCT/P that performs the same basic function or functions in the recipient as in the donor (21 CFR 1271.3(c)), including when such cells or tissues are for autologous use. We generally consider an HCT/P to be for homologous use when it is used to repair, reconstruct, replace, or supplement:
Recipient cells or tissues that are identical (e.g., skin for skin) to the donor cells or tissues, and perform one or more of the same basic functions in the recipient as the cells or tissues performed in the donor; or,
Recipient cells that may not be identical to the donor’s cells, or recipient tissues that may not be identical to the donor’s tissues, but that perform one or more of the same basic functions in the recipient as the cells or tissues performed in the donor.3
3“Establishment Registration and Listing for Manufacturers of Human Cellular and Tissue-Based Products” 63 FR 26744 at 26749 (May 14, 1998).
Contains Nonbinding Recommendations Draft – Not for Implementation
1-1. A heart valve is transplanted to replace a dysfunctional heart valve. This is homologous use because the donor heart valve performs the same basic function in the donor as in the recipient of ensuring unidirectional blood flow within the heart.
1-2. Pericardium is intended to be used as a wound covering for dura mater defects. This is homologous use because the pericardium is intended to repair or reconstruct the dura mater and serve as a covering in the recipient, which is one of the basic functions it performs in the donor.
Generally, if an HCT/P is intended for use as an unproven treatment for a myriad of
diseases or conditions, the HCT/P is likely not intended for homologous use only.4
What does FDA mean by repair, reconstruction, replacement, or supplementation of a recipient’s cells or tissues?
Repair generally means the physical or mechanical restoration of tissues, including by covering or protecting. For example, FDA generally would consider skin removed from a donor and then transplanted to a recipient in order to cover a burn wound to be a homologous use. Reconstruction generally means surgical reassembling or re-forming. For example, reconstruction generally would include the reestablishment of the physical integrity of a damaged aorta.5 Replacement generally means substitution of a missing tissue or cell, for example, the replacement of a damaged or diseased cornea with a healthy cornea or the replacement of donor hematopoietic stem/progenitor cells in a recipient with a disorder affecting the hematopoietic system that is inherited, acquired, or the result of myeloablative treatment. Supplementation generally means to add to, or complete. For example, FDA generally would consider homologous uses to be the implantation of dermal matrix into the facial wrinkles to supplement a recipient’s tissues and the use of bone chips to supplement bony defects. Repair, reconstruction, replacement, and supplementation are not mutually exclusive functions and an HCT/P could perform more than one of these functions for a given intended use.
What does FDA mean by “the same basic function or functions” in the definition of homologous use?
For the purpose of applying the regulatory framework, the same basic function or functions of HCT/Ps are considered to be those basic functions the HCT/P performs in the body of the donor, which, when transplanted, implanted, infused, or transferred, the HCT/P would be expected to perform in the recipient. It is not necessary for the HCT/P in the recipient to perform all of the basic functions it performed in the donor, in order to
4 “Human Cells, Tissues, and Cellular and Tissue-Based Products; Establishment Registration and Listing” 66 FR 5447 at 5458 (January 19, 2001).
5 “Current Good Tissue Practice for Human Cell, Tissue, and Cellular and Tissue-Based Product Establishments; Inspection and Enforcement” 69 FR 68612 at 68643 (November 24, 2004) states, “HCT/Ps with claims for “reconstruction or repair” can be regulated solely under section 361 of the PHS Act, provided the HCT/P meets all the criteria in § 1271.10, including minimal manipulation and homologous use.”
Contains Nonbinding Recommendations Draft – Not for Implementation
meet the definition of homologous use. However, to meet the definition of homologous use, any of the basic functions that the HCT/P is expected to perform in the recipient must be a basic function that the HCT/P performed in the donor.
A homologous use for a structural tissue would generally be to perform a structural function in the recipient, for example, to physically support or serve as a barrier or conduit, or connect, cover, or cushion.
A homologous use for a cellular or nonstructural tissue would generally be a metabolic or biochemical function in the recipient, such as, hematopoietic, immune, and endocrine functions.
3-1. The basic functions of hematopoietic stem/progenitor cells (HPCs) include to form and to replenish the hematopoietic system. Sources of HPCs include cord blood, peripheral blood, and bone marrow.6
HPCs derived from peripheral blood are intended for transplantation into an individual with a disorder affecting the hematopoietic system that is inherited, acquired, or the result of myeloablative treatment. This is homologous use because the peripheral blood product performs the same basic function of reconstituting the hematopoietic system in the recipient.
HPCs derived from bone marrow are infused into an artery with a balloon catheter for the purpose of limiting ventricular remodeling following acute myocardial infarction. This is not homologous use because limiting ventricular remodeling is not a basic function of bone marrow.
A manufacturer provides HPCs derived from cord blood with a package insert stating that cord blood may be infused intravenously to differentiate into neuronal cells for treatment of cerebral palsy. This is not homologous use because there is insufficient evidence to support that such differentiation is a basic function of these cells in the donor.
3-2. The basic functions of the cornea include protecting the eye by forming its outermost layer and serving as the refracting medium of the eye. A corneal graft is transplanted to restore sight in a patient with corneal blindness. This is homologous use because a corneal graft performs the same basic functions in the donor as in the recipient.
3-3. The basic functions of a vein or artery include serving as a conduit for blood flow throughout the body. A cryopreserved vein or artery is used for arteriovenous access during hemodialysis. This is homologous use because the vein or artery is supplementing the vessel as a conduit for blood flow.
3-4. The basic functions of amniotic membrane include covering, protecting, serving as a selective barrier for the movement of nutrients between the external and in utero
6 Bone marrow meets the definition of an HCT/P only if is it more than minimally manipulated; intended by the manufacturer for a non-homologous use, or combined with certain drugs or devices.
Contains Nonbinding Recommendations Draft – Not for Implementation
environment, and to retain fluid in utero. Amniotic membrane is used for bone tissue replacement to support bone regeneration following surgery to repair or replace bone defects. This is not a homologous use because bone regeneration is not a basic function of amniotic membrane.
3-5. The basic functions of pericardium include covering, protecting against infection, fixing the heart to the mediastinum, and providing lubrication to allow normal heart movement within chest. Autologous pericardium is used to replace a dysfunctional heart valve in the same patient. This is not homologous use because facilitating unidirectional blood flow is not a basic function of pericardium.
Does my HCT/P have to be used in the same anatomic location to perform the same basic function or functions?
An HCT/P may perform the same basic function or functions even when it is not used in the same anatomic location where it existed in the donor.7 A transplanted HCT/P could replace missing tissue, or repair, reconstruct, or supplement tissue that is missing or damaged, either when placed in the same or different anatomic location, as long as it performs the same basic function(s) in the recipient as in the donor.
4-1. The basic functions of skin include covering, protecting the body from external force, and serving as a water-resistant barrier to pathogens or other damaging agents in the external environment. The dermis is the elastic connective tissue layer of the skin that provides a supportive layer of the integument and protects the body from mechanical stress.
An acellular dermal product is used for supplemental support, protection, reinforcement, or covering for a tendon. This is homologous use because in both anatomic locations, the dermis provides support and protects the soft tissue structure from mechanical stress.
An acellular dermal product is used for tendon replacement or repair. This is not homologous use because serving as a connection between muscle and bone is not a basic function of dermis.
4-2. The basic functions of amniotic membrane include serving as a selective barrier for the movement of nutrients between the external and in utero environment and to retain fluid in utero. An amniotic membrane product is used for wound healing of dermal ulcers and defects. This is not homologous use because wound healing of dermal lesions is not a basic function of amniotic membrane.
4-3. The basic functions of pancreatic islets include regulating glucose homeostasis within the body. Pancreatic islets are transplanted into the liver through the portal vein,
7 “Human Cells, Tissues, and Cellular and Tissue-Based Products; Establishment Registration and Listing” 66 FR 5447 at 5458 (January 19, 2001).
6
Contains Nonbinding Recommendations Draft – Not for Implementation
for preservation of endocrine function after pancreatectomy. This is homologous use because the regulation of glucose homeostasis is a basic function of pancreatic islets.
What does FDA mean by “intended for homologous use” in 21 CFR 1271.10(a)(2)?
The regulatory criterion in 21 CFR 1271.10(a)(2) states that the HCT/P is intended for homologous use only, as reflected by the labeling, advertising, or other indications of the manufacturer’s objective intent.
Labeling includes the HCT/P label and any written, printed, or graphic materials that supplement, explain, or are textually related to the product, and which are disseminated by or on behalf of its manufacturer.8 Advertising includes information, other than labeling, that originates from the same source as the product and that is intended to supplement, explain, or be textually related to the product (e.g., print advertising, broadcast advertising, electronic advertising (including the Internet), statements of company representatives).9
An HCT/P is intended for homologous use when its labeling, advertising, or other indications of the manufacturer’s objective intent refer to only homologous uses for the HCT/P. When an HCT/P’s labeling, advertising, or other indications of the manufacturer’s objective intent refer to non-homologous uses, the HCT/P would not meet the homologous use criterion in 21 CFR 1271.10(a)(2).
What does FDA mean by “manufacturer’s objective intent” in 21 CFR 1271.10(a)(2)?
A manufacturer’s objective intent is determined by the expressions of the manufacturer or its representatives, or may be shown by the circumstances surrounding the distribution of the article. A manufacturer’s objective intent may, for example, be shown by labeling claims, advertising matter, or oral or written statements by the manufacturer or its representatives. It may be shown by the circumstances that the HCT/P is, with the knowledge of the manufacturer or its representatives, offered for a purpose for which it is neither labeled nor advertised.
3D BioPrinted Carbon Nanotubes used to Stimulate Bone Regrowth
Reporter: Irina Robu, PhD
Bone disorders are of significant concern due to increase in the median age of our population and at this present time bone grafts have are used to restore damaged bone. However, synthetic biomaterials are now being used as bone graft substitutes and they are selected for structural restoration based on their biomechanical properties. Lately, scaffolds are engineered to be bioactive to enhance tissue growth. These scaffolds are usually porous, made of biodegradable factors, drugs or stem cells.
The research group led by Dr. Maria Vallet-Regi at Faculty of Pharmacy-Universidad Complutense de Madrid showed that carbon nanotubes to the mix to create 3D electrical network within the bone tissue can stimulate bone cell regrowth. The polymer they used was polycarpolactone (PCL), which is rather easy to 3D print. According to Mercedes Vila, the Principal Investigator in charge of the project, the carbon nanotubes were added to the bio-printable material mixture to create a three-dimensional electrical conducting network all through the volume of the scaffold, which would allow the application of this stimulation to the scaffold once implanted on the damaged bone site.
“In this sense, electrical stimulation has been explored since the discovery of the presence of electrical potentials in mechanically loaded bones,” Mercedes pointed out. “Certain types of cell behavior, such as adhesion and differentiation, can be affected by the application of electrical stimulation. Thus, the creation of a permanent charge on the material surface, positive or negative, as well as a direct electrical stimulation can promote the attraction of charged ions from the environment to the cells. This would modify their protein adsorption with the subsequent influence on the cells’ metabolic activity. Therefore, the use of electrical stimulation after biomaterial implantation to favor cell adhesion and differentiation and, consequently, induce bone healing seems a smart approach to accelerate the osteointegration process.”
Adding CNTs into the bio-printed polymer and mineral prosthetic bone can stimulate regrowth of the actual bone cells. However, bio-printing CNTs created no extra difficulties, as they are so thin that they can be extruded with ease through any pneumatic syringe. Most of the complications are related to finding the correct viscosity in the combination of CPL and hydroxypatite.
“Finding the right right viscosity to be extruded through the syringe while keeping enough robustness to get the 3D scaffold printed at room temperature, was complicated,” Mercedes admitted. “At the same time as the slurry was prepared in dichloromethane solution for diluting the PCL, achieving the right viscosity while evaporating the solvent was tricky. Moreover, once the PCL and the hydroxyapatite were mixed together, the addition of the CNTs was performed and reaching a proper dispersion took a bit of stirring time.”
Using EnvisionTEC’s 3D bioplotter, the researchers were able to create very complex 3D structures which would enhance the future for tissue replacements as it allows tailored solutions by capturing the anatomical information of the patient’s wound by computed tomography and magnetic resonance, for example, to obtain a personalized and unique implant.
As with many other 3D printing applications, it appears we are only starting to scratch the surface of the possibilities that are ahead for bioprinting.
3D Prints Bacteria to Create Organically Reactive Material
Reporter: Irina Robu, PhD
The invention at MIT Media Lab is unique because unlike other typical 3D printing projects, the reactive material isn’t implemented as a non-printed component instead the organic material, bioLogic is a 3D printing bacterial cells called nato, a microorganism found in dry rice stalks.
What makes this material unique and ideal as a reactive material is the ability to expand and contract, depending on the moisture of the surrounding environment. The natto cells were first grown within the MIT bio lab and characterized with AFM in order to reach nano resolution, where the resulting bacterial material is extruded onto the bioLogic ‘bio-skin’, with a micron-resultion bioprinter.
The garment used by bioLogic team is infused with the 3D printed natto cells, which allows the tight-fitting ’Second Skin’ garment to transform and respond to the wearer’s body heat and sweat. Once the natto-infused bio-skin is impacted with the wearer’s body heat. The MIT Lab bioLogic team is in collaboration with New balance on the ‘Second Skin’ project, giving a potential real world application for this bacterial material within fashion industries.
The MIT Media Lab team has also shown other ways that this bio-hybrid film can be used beyond the “Second Skin”. This material can be utilized for shape and color changing, such as a tea leaf infused with the natto material that is able unfold when the tea is hot and ready. The microorganism-based material shows that organically-based materials can work as a reactant just as well as sensors and other non-printed components.
With the ability to manipulate cells temporarily and spatially into three-dimensional (3D) tissue-like construct, 3D bioprinting technology was used in many studies to facilitate the recreation of complex cell niche and/or to better understand the regulation of stem cell proliferation and differentiation by cellular microenvironment factors. Embryonic stem cells (ESCs) have the capacity to differentiate into any specialized cell type of the animal body, generally via the formation of embryoid body (EB), which mimics the early stages of embryogenesis. In this study, extrusion-based 3D bioprinting technology was utilized for biofabricating ESCs into 3D cell-laden construct. The influence of 3D printing parameters on ESC viability, proliferation, maintenance of pluripotency and the rule of EB formation was systematically studied in this work. Results demonstrated that ESCs were successfully printed with hydrogel into 3D macroporous construct. Upon process optimization, about 90% ESCs remained alive after the process of bioprinting and cell-laden construct formation. ESCs continued proliferating into spheroid EBs in the hydrogel construct, while retaining the protein expression and gene expression of pluripotent markers, like octamer binding transcription factor 4, stage specific embryonic antigen 1 and Nanog. In this novel technology, EBs were formed through cell proliferation instead of aggregation, and the quantity of EBs was tuned by the initial cell density in the 3D bioprinting process. This study introduces the 3D bioprinting of ESCs into a 3D cell-laden hydrogel construct for the first time and showed the production of uniform, pluripotent, high-throughput and size-controllable EBs, which indicated strong potential in ESC large scale expansion, stem cell regulation and fabrication of tissue-like structure and drug screening studies.
With the capability of self-renewal and differentiating into all somatic cell types, embryonic stem cells (ESCs) hold great promise as an in vitro model system for studies in early embryonic development, as well as a robust cell source for applications in diagnostics, therapeutics, and drug screening [1]. Derived from the inner cell mass of a blastocyst, ESCs requires delicate culture condition and trend to cluster together, and in particular, forms three-dimensional (3D) cellular spheroids termed embryoid body (EB) [2]. In order to better understand stem cell niche and regulation of ESC differentiation and reprogramming, in vitro recapitulation of the spatial distribution of cells, cell–cell and cell–matrix interactions, is of paramount importance [3–5]. Compared with 2D monolayer culture, 3D cell culture is believed to confer a higher degree of clinical and biological relevance to in vitro model [6, 7], since the spatial arrangement of cells and extra-cellular matrix could influence cell differentiation and function both in vivo [8] and in vitro[9]. Therefore, reconstruction of 3D cell microenvironment is critical to directing stem cell fate and generating cell sources for tissue engineering, regenerative medicine and drug screening studies.
By mimicking some of the spatial and temporal aspects of in vivo development, EB is a basic 3D model for ESCs culture and differentiation studies. It was reported that the size and uniformity of EBs could vastly influence stem cell fate [10–12]. Various methods have been used to fabricate such cellular spheroid, basically including static suspension, hanging-drop and multiwell culture, most of which doesn’t involve biomaterials. Static suspension method inoculate suspension of ESCs onto non-adhesive plate to allow cells spontaneously aggregate into spheroid. This method is easy to operate, but showed limited control over the EBs size and shape due to the probability that ESCs encounter each other accidentally [13]. Hanging-drop is a common method to produce size-controlled homogeneous EBs, where droplets of ESCs suspension are pipetted onto the lid of a Petri dish and EBs was generate by gravity after overturning the dish [14]. However, manual pipetting is labor intensive and the reproducibility varies with operators. Multiwell culture offers high-throughput solution for EB formation through cell aggregation in uniformly shaped microwell arrays but requires expensive microwell culture plates [10, 15]. Besides, there are few customized microwell culture plates available in the market.
Recent advances in bioprinting technologies facilitated the precise deposition of ESCs in a reproducible manner. Xu et al [16] and Shu et al [17] printed ESCs suspension solution into 2D patterns as hanging-drop approach for EB formation, without the cell-biomaterial interaction. Corr and Xie [18, 19] applied laser direct-write method in bioprinting of mouse ESCs together with gelatin. ESCs maintained the pluripotency while proliferation and formed EB. EB size can be controlled by cell density and colony size. However, these studies just generated 2D cellular array without 3D cell–matrix interactions, and cell–cell interaction happens within one drop but not among different drops. To better recapitulate the characteristics of in vivo cell microenvironment, 3D customized cell/matrix construct with macro-porous structure might be a preferred choice. To our knowledge, there has been no report about bioprinting of ESCs into 3D cell-laden constructs.
The extrusion-based temperature-sensitive 3D bioprinting technology was developed in our lab and has been utilized for bioprinting of hepatocytes [20], adipose tissue-derived stem cells (ADSCs) [21], C2C12 cells [22], hela cells [23] and 293FT cells [24]. Most commonly used biomaterials for this technology are gelatin and alginate. Gelatin, a type of denatured collagen, is widely used as a coating for feeder layer-free mouse ES cell culture. Alginate, extracted from brown algae, is proving to have a wide applicability in tissue engineering and drug delivery and also used in embedding mouse ESCs for EB formation [25]. It has been proved in many studies that encapsulation of ESCs in hydrogels would direct EB formation with the maintenance of pluripotency [26–28]. Hence, we hypothesized that the bioprinting of 3D ESC-laden construct would maintain the stem cell pluripotency and address the challenges associated with the current methods for EB formation.
In this study, we investigated the feasibility of applying extrusion-based temperature-sensitive 3D bioprinting technology in bioprinting of ESCs with hydrogels into 3D macro-porous structure, with the maintenance of viability, pluripotency, cell growth and to direct EB formation. Printing process parameters were optimized to obtain a high cell survival rate (90%) after printing process and construct formation. Stem cell pluripotency was examined by the expression of stem cell markers (octamer binding transcription factor 4 (Oct4), stage specific embryonic antigen 1 (SSEA1) and a homeodomain-bearing transcriptional factor (Nanog)) and the ability to form EBs. The regulation of EB formation in the 3D bioprinted construct was systematically compared with commonly used methodology, where EB formation relies on cell aggregating as well as cell proliferation. Results demonstrated that this novel technology generated pluripotent, high-throughput, highly uniform and size controllable EBs under static culture condition without complex equipment. This study established the feasibility of fabricating 3D in vitro tissue-like model using ESCs for the first time, creating engineered microenvironment for pluripotent stem cells with the ability of placing cells and materials spatially in a reproducible manner.
Results
3.1. 3D bioprinting and cell viability optimization
In this study, many process parameters, e.g. nozzle inner diameter, nozzle insulation temperature and chamber temperature were examined to optimize cell viability after 3D construct fabrication. It was demonstrated that larger nozzle diameter resulted in higher cell viability (figure 2(A)). Specially, the cell viability under Nozzle-160 μm (81.59% ± 1.74%) was lower than those under Nozzle-260 μm (88.06% ± 1.98%), Nozzle-410 μm (89.59% ± 0.71%) and Nozzle-510 μm (90.84% ± 1.02%), with significant differences. Nozzle diameter of 260 μm, 410 μm and 510 μm showed no significant differences in terms of cell viability.
Zoom In Zoom Out Reset image size
Figure 2. The influence of bioprinting parameters on ESC viability is determined by fluorescence live/dead staining. (A) The influence of printing nozzle inner diameter on ESC viability (Insu-30 °C and Cham-10 °C). (B) The influence of nozzle insulation temperature and chamber temperature on ESC viability. Insu-25 °C means keeping the nozzle insulation temperature at 25 °C. Cham-4 °C means setting the chamber temperature at 4 °C, and so as others. (C) The fluorescent staining images show the live (green) and dead (red) cells at different days during culture period. Scale bar: 100 μm.
Insulation and chamber temperatures were altered to study their influences on cell viability (figure 2(B)). As a positive control, ESCs/hydrogel mixture without bioprinting were stained with fluorescence live/dead reagent, and showed 93.14% ± 1.31% cell viability. When insulation temperature was set at 25 °C (labeled as ‘Insu-25 °C’), cell viability increased with the chamber temperature from 55.52% ± 2.37% under 4 °C (labeled as ‘Cham-4 °C’) to 78.22% ± 2.55% under 10 °C (labeled as ‘Cham-10 °C’) with significant differences. When the insulation temperature was set at 30 °C (labeled as ‘Insu-30 °C’), nearly 90% ESCs remained alive under the chamber temperature of 7 °C and 10 °C (labeled as ‘Cham-7 °C’ and ‘Cham-10 °C’), significantly more than that under Cham-4 °C (72.40% ± 2.46%). To achieve both high ESC viability and a clear construct configuration, the process parameter combination of Nozzle-260 μm, Cham-10 °C and Insu-30 °C was chosen.
After culturing for three days, few cells were found dead, which were isolated from living EBs (figure 2(C)). On day 5 and day 7, a few dead cells were observed on the edge of EBs. About 5% ESCs were stained dead on day 7. As the static culturing continued, 9.69% ± 1.77%, 17.72% ± 2.91% and 40.64% ± 2.06% were found dead on day 8, day 9 and day 10, respectively (supplement 2). So, we chose 7 days as the culture period in the following analysis.
3.2. Construct structural stability and EB formation
A 3D cellular construct with the cross section of 8 mm × 8 mm and height of 1 mm was fabricated under the optimized process parameter. The 3D construct demonstrated macro-porous grid structure in which the hydrogel threads were evenly distributed according to the computer design (figure 3(A)). Both the width of the threads and the gap between the threads were homogeneous, that is 728.2 μm ± 24.9 μm and 424.3 μm ± 17.8 μm, respectively, suggesting 3D cellular construct formation in a highly controlled manner. ESCs were embedded uniformly in the hydrogel matrix threads, developing a specific 3D microenvironment.
Zoom In Zoom Out Reset image size
Figure 3. Images of the printed cellular model with grid structure. (A) Full view of the cellular construct. (B) Phase-contrast images demonstrating the cell morphology and distribution of different cell density at day 3, day 5 and day 7. Scale bar: 1 mm.
During the culture period, ESCs tended to grow as spheroid cellular aggregates, also known as EB. The cell density in the 3D hydrogel construct were determined by the initial cell density in the ESC/alginate/gelatin mixture and showed significant influence on the yield and density of EBs formed in the construct (figure 3(B)). It was demonstrated by semi-quantitative analysis of figure 3(B) that, the percentage of area occupied by EBs varied from 52% to 85% when initial cell density changed from 0.5 mln mL−1 to 2.0 mln mL−1 . Most of the EBs were contained in the hydrogel threads in the culturing period. However, when the initial cell density was as high as 2.0 mln ml−1, some of the EBs were observed running off from the threads into the throughout holes.
3.3. Cell proliferation
ESCs formed spheroid EBs in the 3D hydrogel construct and the diameter of the EBs enlarged with culturing time while keeping their spatial location in the hydrogel thread, indicating EB formation by ESC proliferation rather than aggregation (figure 4(A)). Compared with traditional 2D culture, ESCs showed different proliferation rate indicated by the OD value measure by CCK-8 kit (figure 4(B)). The normalized OD value of the 3D in situ group grew faster than that of 2D from day 1 to day 3, while slowing down after day 3 and being much less than that of 2D at day 7. However, 3D harvest group showed a generally faster growth rate than 2D during the one week culturing, with a significant difference. In addition, the diameter of EB was also measured to indicate ESC proliferation rate. When comparing the normalized EB volume with normalized 2D OD value, 3D samples also maintained a significantly faster growth rate than 2D, though the EB volume had huge variance (figure 4(B)).
Zoom In Zoom Out Reset image size
Figure 4. EB growing and cell proliferation. (A) Magnified images of the same location in 3D printed cellular construct at different times. (B) ESC proliferation in the 3D construct compared with 2D culture. All the date were normalized to the value of day 1. Scale bar: 200 μm.
Pluripotency markers, i.e. Oct4, SSEA1 and Nanog were analyzed to determine the pluripotency maintenance of ESCs after 7 day culture in the 3D hydrogel construct. Immunofluorescence staining and flow cytometry analysis showed that almost all of the cells within the EB were successfully stained both Oct4 and SSEA1. Because of the limitation of confocal capacity when dealing with large scale aggregates, the central part of the EB was darker than the edge (figure5(A)). Flow cytometry analysis demonstrated that 97.2% and 99.0% cells were positively stained with Oct4 and SSEA1 respectively (figure 5(B)). The qRT-PCR results demonstrated that the gene expression level of Oct4 and Nanog in our 3D samples were close to those in 2D (within the deviation of ±3%), without significant difference, confirming that cells have maintained pluripotency (figure 5(C)).
Zoom In Zoom Out Reset image size
Figure 5. ESC pluripotency at day 7 was determined by CLSM, flow cytometry and qRT-PCR. (A) Immunofluorescence images of EBs stained with Oct4, SSEA1 and DAPI. (B) Quantification of 3D dissociated cells marked with Oct4 and SSEA1 by using flow cytometry. (C) Gene expression of Oct4 and Nanog in 3D versus 2D by using qRT-PCR. Scale bar: 50 μm.
EBs were harvested from the 3D hydrogel construct at different time intervals to analyze EB morphology (figure 6(A)). Most of the EBs were separated without fusion. The center part of the EBs was darker than edge part, especially at day 5 and day 7, indicating the 3D sphere structure of EBs. Through analyzing the size of 250 random EBs for each sample, the histogram of EB diameter were obtained, showing a Gauss distribution curve (figure 6(B)). The results demonstrated that the EB size increased significantly from about 50 μm to about 110 μm when the construct was cultured from day 3 to day 7 (figure 6(C)). Cell density had little influence on EB average size. However, increased cell density would result in the reduction of the uniformity of EB size, especially at day 7; the EB diameter of 2.0 mln mL−1 group at day 7 was vastly heterogeneous, with a deviation of 42.30 μm, which was much more than those of other two groups.
Zoom In Zoom Out Reset image size
Figure 6. EB formation in different cell density: (A) optical images of released EBs at different days. (B) EB diameter and (C) EB circularity distributions at different days. Summary of the (D) diameter and (E) circularity. 250 EBs were applied for diameter and circularity measurements for each group. Scale bar: 200 μm.
Circularity was measured to assess the quality of EBs (figure 6(D)). For the 0.5 mln mL−1 group, most of the EBs were close to a standard spheroid with the circularity centered in 0.9 for the three time points. As to the other two groups, the circularity at day 3 is similar to that of 0.5 mln mL−1group, while the circularity frequency peaks had a significant decrease at day 5 and day 7. In particular, about 20% EBs had a circularity under 0.8 at day 5 and day 7 for the 2.0 mln mL−1group. In general, the circularity decreased with the increase of culture time and initial cell density in the hydrogel (figure 6(E)).
3.6. Comparison with other EB formation methods
Considering this was a novel methodology of EB formation, we systematically compared the commonly used static suspension and hanging drop methods with the 3D bioprinting method for EB formation. As demonstrated by the phase-contrast images (figure 7(A)), EBs generated by static suspension method showed more uncontrollable morphology rather than round spheroid. The distribution of EB diameter clearly demonstrated that 3D bioprinting technology generated EBs with higher uniformity compared with static suspension technology, especially for the larger EB diameter, i.e. 60 ~ 70 μm and 100 ~ 110 μm regions (figure 7(B)). In particular, the EBs with 30 ~ 50 μm diameter presented vastly irregular shape in suspension technology, which was confirmed by the circularity curve (figure 7(C)). On the other hand, EBs generated by 3D bioprinting technology showed higher circularity regardless of the diameter regions, suggesting more regular shape (figure 7(C)). More characteristic like EB forming motivation, size control method, EB diameter range, uniformity, yield, operation complexity were compared among 3D bioprinting technology, static suspension technology and hanging drop technology, as listed in table 1.
Zoom In Zoom Out Reset image size
Figure 7. Comparison of static suspension and 3D bioprinting technology for generating EBs. (A) Phase-contrast images showing the morphology of EBs generated by static suspension technology and 3D bioprinting technology. (B) The EB diameter histograms presented the distribution of EB size with a Gauss distribution fitting. (C) The circularity curves contrasted the EB qualities.
3D cell culture environment and tissue-like models have drawn great attention because they can be tuned to promote certain levels of cell differentiation and tissue organization, which is difficult in traditional 2D culture systems for their failing to reconstitute the in vivo cellular microenvironment [30, 31]. Various 3D culture systems have been developed to study the cellular behavior affected by spatial and temporal cell–cell and cell–matrix interactions. Among these methods, 3D bioprinting, typically containing jet-, laser- and extrusion-based methods, is a promising technique to manipulate cells/matrix deposition and ultimately generate 3D complex tissues or organs. This technique have been used in printing cells derived from adult, embryonic and even tumor tissues for tissue engineering and drug screening applications. With the capacity to expand unlimitedly in vitro and differentiate into a variety of therapeutic cell types, ESCs have generated great enthusiasm and are being applied in bioprinting studies until recently. As a relatively sensitive cell type, ESCs might suffer greater problems in a printing process compared with other types of cells. Several studies had been conducted to print ESCs, maintaining their viability and pluripotency [16–19]. Instead of creating 3D tissue-like constructs, these studies were more likely to generate cellular droplet array with precise control of distribution. Here we described the work of establishing a 3D ESC-laden hydrogel construct using extrusion-based bioprinting technology. The results demonstrated high proliferation rate of pluripotent ESCs in the hydrogel construct, and a versatile technology for generating highly uniform and high throughput EBs.
Cell viability after 3D bioprinting and construct formation was determined when evaluating the limitations of bioprinting ESCs. Cells would be lysed or damaged due to osmotic effects in the solution, heat increase and mechanical stress during printing. In the protocol presented in this work, about 6.86% ± 1.31% cells were dead during the cell/hydrogel solution preparation process before 3D bioprinting (figure 2(B)). We assumed this was caused by cell dissociation process, together with the osmosis and stirring operation of hydrogel materials. In an inkjet printing study, 15% Chinese Hamster Ovary cells were detected dead before printing process [32]. Thermal effects of the ejector reservoir in the inkjet printing process and laser force in laser-based printing would be the cause of cell death, in addition to the impact force when cellular droplets were jetted to a rigid substrate in a very short time. Under a different fabricating strategy, the extrusion-based bioprinter extruded the cell-laden cylinders softly on the substrate and controlled the temperature under 30 °C, without the concerns about the thermal and sharply impacting effects. However, cells would inevitably suffer from shear force when the cell-laden hydrogels were continuously extruded through a limited space in the nozzle. We hypothesized that nozzle size and hydrogel viscosity would influence shear force and hence influence cell viability. The cell viability data of different nozzle sizes, chamber and insulation temperatures supported this hypothesis (figures 3(A) and (B)). In our previous study, more than 90% Hela cells were alive after bioprinting under the parameters of Insu-25 °C/Cham-4 °C and Nozzle-260 μm [23], while the viability of ESCs was only 55.52% ± 2.37% under the same parameter combination. When increasing the insulation and chamber temperature to 30 °C and 10 °C respectively, the viability showed a significant increase to 90%. Taking into the account of cell death before bioprinting, optimized parameters led to only 5% cell death during printing, indicating a broad future applicability of this technique to various cell types ranging from tumor cells to ESCs. Additionally, few dead cells were observed during one-week culture period (figure3(C)). On the other hand, when the culture period was extended to more than 7 days, more and more ESCs suffered from apoptosis and lysis, possibly due to contact inhabitation and insufficient mass transfer to the center of EB with the increasing of EB size. Therefore, 7 days was chose as the experiment time window for this study.
Apart from cell viability, the maintenance of pluripotency is another essential criterion for ESCs regulation and application. The results of immunofluorescence staining and FACS analysis showed a high expression rate (98%) of stem cell pluripotent markers Oct4 and SSEA1 at day 7 (figure 4), indicating that cells remained undifferentiated state during the whole experimental period. Naturally, it can be inferred that the printing process also had little influence on ESC pluripotency.
In the cell-laden hydrogel culture system, both the cell type and matrix material could influence cell growth. Human mesenchymal stem cells remained alive but did not proliferate when encapsulated in alginate [33, 34]. While human ADSCs could proliferated for a short period of time in alginate hydrogel microspheres but showed significantly higher proliferation rate in gelatin/alginate microspheres [35]. As a widely used hydrogel, alginate has the disadvantages of low cell adhesiveness and poor support for cell proliferation [36]. Adding gelatin would improve the cellular adhesive condition and hence favor cell expansion. In this study, the fabricated multilayered constructs offered a 3D microenvironment surrounded by gelatin/alginate materials for ESCs to adhere, self-renew, and cellular spheroid, termed EB, was generated in situ because of cell proliferation. Once EB was formed, the spheroid structure supported expansion of subpopulations with differing proliferation, nutrition and oxygenation status compared with conventional monolayer system. It is reported that the proliferation of mouse ESCs was higher when embedded in fibrin gels versus 2D suspension culture [27]. Similarly, in this study, ESCs in 3D constructs proliferated faster than 2D culture sample when being released from hydrogel to read OD value. This operation was aimed to avoid the influence of interactions between reagent molecular and matrix materials (figure 6 and supplement 3). Additionally, the enlargement of EB diameter, which also reflected ESC proliferation, confirmed this result (figure 6).
Typically stimulated via generation of EBs, ESC differentiation depends on numerous cues throughout the EB environment, including EB size and shape, as well as their uniformities. In general, several characteristics should be concerned for EB formation system, including reproducibility, symmetry, ease of use and scalability [37]. In the traditional EB formation methodology, like suspension and hanging-drop, EBs were created via cell gathering and proliferation. In these methods, it was essential to get a balance between allowing necessary ESC aggregation for EB formation and preventing EB agglomeration for efficient cell growth and differentiation [14]. Static suspension cultures produced a large number of EBs with simple operation, but the size and shape of the resulting EBs were highly uncontrollable and irregular due to the tendency of EBs to agglomerate after initial formation, as shown in figure 7. Hanging-drop method served as a golden tool to generate uniform and reproducible EBs with fully aggregating of cells under gravity and non-agglomeration of EBs in different drops. However, it faced the intrinsic limitation of scalability. The 3D bioprinting method presented in this study addressed some of the problems, producing massively homogeneous EBs with regular shape and controllable shape. In this 3D cell-laden hydrogel system, ESCs were immobilized and restricted to aggregate with each other, and would not agglomerate until they are large enough to connect with each other. When the initial cell density was increased, the average distance between two original EBs was closer and these EBs are more likely to agglomerate with each other while proliferation, which is also one of the concerns when we choose the experiment time period. As a result, the EB uniformity of 2.0 mln mL−1 group was not that good as those of 0.5 mln mL−1 and 1.0 mln mL−1 groups, especially after culturing for one week (figure 6). Without the initial cell aggregating, the size of EBs in our model was mainly determined by the culture time. Also, it would take longer to reach the same scale of EB diameter compared with suspension method, probably due to the physical constrain of the matrix material. For example, it took 5 days and 2 days to get EBs ranging 60 ~ 70 μm for 3D printing and suspension methods, respectively (figure7). Besides, thanks to the interconnected channels design in the 3D construct which allowed mass transfer, EBs could be produced in a large scale by changing the construct volume and cell density. In the six-layer construct with 1.0 million cells per milliliter for example, EBs got a stable yield of about 3000 cm−2, while the EB yield by suspension technology was about 900 cm−2(seeding 0.5 million cells in a 35 mm dish) and no more than 10 EBs [38] could be produced in 1 cm2 area in hanging-drop method, which was also demonstrated by our experiments (supplement 4).
In summary, this study presented the high throughput production of pluripotent, uniform, regular and controllable EBs with the diameter smaller than 150 μm during one week culture. In a gelatin-based laser printing method, EBs with the diameter of about 100 μm were also generated to avoid EB agglomeration in gels [19]. EBs with different size exhibit different gene expression and differentiation fate. Park et al [39] found that 100 μm diameter EBs of mouse ESCs expressed increased ectoderm markers while 500 μm diameter EBs expressed endoderm and mesoderm markers. Furthermore, Messana et al [12] demonstrated that mouse ESCs derived from small EBs (<100 μm) had a greater chondrogenic potential than those from larger EBs. Hwang [10] reported that human endothelial cell differentiation was increased in smaller EBs (150 μm) while cardiogenesis was enhanced in larger EBs (450 μm). However, large EBs might be associated with limited mass transfer and the diffusion of biochemical through EBs is demonstrated to be linked to differentiation of ESCs [40]. While the effect of EB size on differentiation remains to be shown in our model, we hypothesize that EBs with the diameter smaller than 150 μm would mediate specific differentiation trajectory, which will be confirmed in the future work.
Demonstrating the advantages of reproducibility, high throughput, regular shape and controlled size, we believe this is a versatile technology for EB generation. But, this 3D printing system does not serve as an EB formation method solely. The ESC-laden hydrogel 3D construct can be dissolved at a proper time point to harvest massive EBs with desired size for ES cell research. Or, the ESC-laden hydrogel 3D construct can be maintained to perform 3D ESC differentiation studies to explore the regulation of EB size, matrix material and 3D structure on ESC differentiation lineages. Furthermore, this technology hold the potential to serve as a versatile tool for the generation of tissue-like structure and organ/tissue on chip based on controlled ESC differentiation.
5. Conclusion
In this study, we reported successful bioprinting of mouse ESCs with hydrogel into a 3D multilayered construct for the first time. Extrusion-based bioprinting technology was applied. Upon parameter optimization, ESCs demonstrated high viability of 90% after 3D printing and construct formation. Cells continued self-renewal in the construct and exhibited a higher proliferation rate compared with conventional 2D culture. 98% cells expressed the canonical pulripotent markers Oct4 and SSEA1 at day 7, indicating that most of the ESCs remained undifferentiated state after printing and culturing. Large quantities of uniform EBs with regular shape and adjustable size were generated through cell proliferation, while avoiding EBs agglomeration. This work indicated the feasibility of fabricating complex 3D tissue-like model based on pluripotent stem cells for applications in pharmacy, regenerative medicine, stem cell expansion and biology studies.
Bioprinting of human pluripotent stem cells and their directed differentiation into hepatocyte-like cells for the generation of mini-livers in 3D
We report the first investigation into the bioprinting of human induced pluripotent stem cells (hiPSCs), their response to a valve-based printing process as well as their post-printing differentiation into hepatocyte-like cells (HLCs). HLCs differentiated from both hiPSCs and human embryonic stem cells (hESCs) sources were bioprinted and examined for the presence of hepatic markers to further validate the compatibility of the valve-based bioprinting process with fragile cell transfer. Examined cells were positive for nuclear factor 4 alpha and were demonstrated to secrete albumin and have morphology that was also found to be similar to that of hepatocytes. Both hESC and hiPSC lines were tested for post-printing viability and pluripotency and were found to have negligible difference in terms of viability and pluripotency between the printed and non-printed cells. hESC-derived HLCs were 3D printed using alginate hydrogel matrix and tested for viability and albumin secretion during the remaining differentiation and were found to be hepatic in nature. 3D printed with 40-layer of HLC-containing alginate structures reached peak albumin secretion at day 21 of the differentiation protocol. This work demonstrates that the valve-based printing process is gentle enough to print human pluripotent stem cells (hPSCs) (both hESCs and hiPSCs) while either maintaining their pluripotency or directing their differentiation into specific lineages. The ability to bioprint hPSCs will pave the way for producing organs or tissues on demand from patient specific cells which could be used for animal-free drug development and personalized medicine.
Content from this work may be used under the terms of the Creative Commons Attribution 3.0 licence. Any further distribution of this work must maintain attribution to the author(s) and the title of the work, journal citation and DOI.
New drug development can take 10 to 20 years with an estimated average of about 9 to 12 years [1, 2]. In addition, only around 16% of the drugs that begin preclinical testing are approved for human use [3]. Some of this low success rate can be attributed to the different responses that animals and humans have to the drugs being tested; some drugs have to be withdrawn from market due to toxic effects on human organs such as liver and heart, despite being tested safely on animals. A possible solution to this might be the creation of human pluripotent stem cell (hPSC) -derived micro-tissues which could be used with organ-on-a-chip devices [4–7]. These micro-tissues are expected to produce the same or similar physiological reaction that the entire organ would but on a much smaller scale. This would result in scalable, faster and potentially more reliable drug testing platform, and hopefully an end to animal testing.
hPSCs are the ideal cells to use for this application due to their ability to self-renew indefinitely, which enables large populations of cells to be created easily in vitro, and their pluripotency which means that they can be differentiated into any required adult cell type [8–13]. Pluripotent stem cells can be divided into embryonic stem cells (ESCs) and induced pluripotent stem cells (iPSCs). Human ESCs (hESCs) were first isolated from early human blastocysts in 1998 [14]. Any tissue construct created from hESCs for implantation in vivo would require the patient to receive immunosuppressive drugs and ethical issues still restrict some applications due to their source. iPSCs have neither of these drawbacks as they can be created from harvested adult cells from the patient requiring treatment and as such any implanted cells derived from these iPSCs should not be rejected by the patient’s immune system but may require immunosuppressive drugs at a greatly reduced dosage. In 2006 Shinya Yamanaka discovered that iPSCs can be derived from somatic cells by retrovirally transducing them with four transcription factors—Oct3/4, Sox2, Klf4 and C-myc [15, 16]. These cells have the same self-renewal and differentiation capabilities as ESCs but with the added advantage that iPSCs can be used for autologous therapies. These unique characteristics make pluripotent stem cells ideal for use in a number of applications such as clinical tissue engineering, novel drug discovery and testing for the pharmaceutical industry [8,9, 17, 18].
In the field of biofabrication, great advances are being made towards fabricating 3D tissue and organs with very fine spatial control of cell deposition. From the very first paper that was published investigating printing of biological cells (or bioprinting), tissue engineering was identified as a major application for this new technology [19]. If more complex structures such as organs and tissues were to be printed, the bioprinter would need the ability to transfer microscopic patterns of viable cells of multiple cell types into well-defined three-dimensional arrays that closely mimic the tissue structure. There has been much progress in the development and establishment of several different bioprinting techniques for 3D live constructs [20–22] including those based on laser pulses, inkjets and other more novel approaches. It is an inescapable fact that cells will be subjected to some level of stress during deposition, regardless of the printing technique being used. For example, cells printed by non-contact methods will be affected when they impact on the substrate at some incident velocity, which would result in extreme deceleration and shear stress [23–26]. Shear stress is applied to cells pushed through nozzle orifices and capillary tubes [24, 27–42] and the actuation is provided via pressure, heat, or high frequency vibration which can also be damaging to the cells [30, 31, 43–46]. If cells are exposed to laser energy the radiation can cause genetic damage [29, 47–54] and shear forces are applied during cavitation and jet formation [23, 55]. Ultrasonic actuation for cell transfer would subject the cells to stress in the form of heat and vibration [56, 57]. Therefore, it is important to validate the response of printed cells to any particular bioprinting process in terms of their viability and more importantly their biological functions.
We previously reported the results of the first experiments printing hESCs using a valve-based printing approach including their response to the printing process in the form of post-printed viability and pluripotency validation [37]. However, if hPSCs are to be used for producing human tissues on demand for drug testing, their post-printing differentiation must be reproducibly directed to the required lineages for each tissue. Unfortunately homogenous cellular differentiation of hPSCs into some germ layers has proved difficult [12, 13]. Here, we report the first investigation into the bioprinting of human iPSCs, their response to the valve-based printing process as well as their post-printing differentiation into hepatocyte-like cells (HLCs). HLCs that are in the process of differentiating are bioprinted and examined to further validate the compatibility of the valve-based bioprinting process with fragile cell transfer. Finally, 3D hydrogel structures were designed and printed out with encapsulated hESC-derived HLCs and the viability and hepatic characteristics of the cells were investigated.
A newer version of our previously reported cell printing platform [37] has been developed. Four nanolitre dispensing systems, each comprising a solenoid valve (VHS Nanolitre Dispense Valve, Lee Products Ltd) with 101.6 μm internal diameter nozzles (Minstac Nozzle, Lee Products Ltd), were attached to static pressure reservoirs for the bio-ink solution to be dispensed from via flexible tubing. The nanolitre dispensing system and bio-ink reservoirs were mounted onto the tool head of an enclosed custom built micrometer-resolution 3-axis XY–Z stage (figure 1). This newer cell printing platform improved on the previous version by reducing the overall size and weight of the machine, allowing it to be mounted inside a standard tissue culture hood during experiments requiring a sterile environment. Other enhancements included the two extra nanolitre dispensing systems, taking the total up to four, a more robust electronics and custom firmware was developed which improved the reliability and speed of the machine and two separate pressure channels were included, allowing for differential bio-ink dispensing conditions. Unless otherwise stated standard printing conditions were used: for 2D, printing was carried out using a pulse time of 8 ms at an inlet pressure of 0.6 bar using a nozzle with an internal diameter of 101.6 μm; for 3D, printing was carried out using a pulse time of 400 μs at an inlet pressure of 1.0 bar for sodium alginate solution and a pulse time of 400 μs at an inlet pressure of 0.5 bar for calcium chloride solution both using nozzles with an internal diameter of 101.6 μm.
Zoom In Zoom Out Reset image size
Figure 1. (a) Schematic drawing of the cell printer system; (b) detailed schematic of the micro-solenoid valve; (c) schematic of the combinatorial printing process for alginate hydrogel creation; (d) a 3D printed alginate tube structure approximately 13 mm tall printed with 1.5% w/v Sodium Alginate and 600 mM (6%) Calcium Chloride solutions in Millipore water (scale bar 2 mm).
……
The process of in vivo liver organogenesis occurs in the developing foregut, when newly specified hepatic cells separate from the endodermal sheet and form a dense 3D structure known as a hepatoblast (liver bud) [74, 75]. It is hypothesized that arranging the hESC–HLCs in 3D during the differentiation process may yield more mature hepatocytes than conventional 2D differentiation. The hESC differentiation protocols are more efficient and robust than hiPSC protocols therefore only hESC-derived HLCs were printed in 3D.
In order for this technique to be useful for tissue engineering applications, structures need to be tall enough to allow cells to interact in a three-dimensional environment. The concentration of alginate solution was set to 1.5% w/v to improve the mechanical strength of the hydrogel and allow it to support further layers. Circular structures with a large number of layers were designed and printed out in the wells of a multi-well plate to allow the structures to be cultured post-printing. These resulting structures were photographed for analysis and are shown in figure 7below.
These structures were printed out in a matter of minutes and are strong enough to support their own weight and the weight of further layers (as seen in figure 1(d)). The structures spread slightly, but by slightly altering the volume ratio, concentrations and surface properties this spreading can be reduced.
Approximately one hour post-printing one of the HLC-laden alginate ring structures was examined using a confocal microscope; the 3D image is shown in figure 8(a). Cell viability was calculated to be 55.5% using the Imaris confocal microscope software. Cell viability declined over the first 24 h which resulted in low cell numbers for hepatic marker testing following the 3D differentiation process, but the viability remained stable for the remainder of the differentiation process. At day 23 of the differentiation process, the cells in the remaining structures were harvested and stained for the presence of hepatic markers. As shown in figure 8(b), cells are positive for albumin which demonstrates their hepatic lineage. The normal time required for 2D differentiation of hPSC-HLCs is 17–24 d. However, based on the results of albumin secretion in the medium, we observed the 3D printed cells have taken longer to reach the maximum albumin secretion than the 2D control as shown in figure 8(c). Interestingly, when analyzing the difference between 20 and 40 layer printed tube structures, we noticed close-to proportional increase in albumin secretion to the number of layers as shown in figure 8(d). This indicates that the permeability of the alginate hydrogel allows nutrition and differentiation reagents to enter the structure and support 3D differentiation and maturation processes of the cells, regardless of the height of the printed structure.
Research is currently underway including investigations to improve the 3D viability and adjusting the differentiation protocol that may facilitate higher albumin secretion. For example, the optimization of hydrogel formation as well as enhanced cell density may improve the differentiation process for hPSCs in 3D [21, 76, 77].
4. Conclusions
To the best of our knowledge, this study is the first to demonstrate that hiPS cells can be bioprinted without adversely affecting their biological functions including viability and pluripotency. Importantly, we verified that our valve-based printing process is gentle enough to not affect the pluripotency of both hESCs and hiPSCs. A number of different hPSC lines were directed to differentiate into HLCs. Cells were printed during the differentiation process and showed no differences in hepatocyte marker expression and similar morphology when compared to a non-printed control. We previously reported the results of an investigation into the response of hESCs to the valve-based printing process. Here we build on that study, performing a deeper investigation to compare the response of hiPSCs and hESCs to the printing process using flow cytometry. The effect of nozzle geometry was investigated and the effects of nozzle length on the post-printing viability of cells were recorded; longer nozzles lower the post-printing viability of the cells. We printed hESC-derived HLCs in a 3D alginate matrix and tested for viability and hepatic markers during the remaining differentiation and they were found to be hepatic in nature. The ability to bioprint hPSCs while either maintaining their pluripotency or directing their differentiation into specific cell types will pave the way for producing organs or tissues on demand from patient specific cells which could be used for animal-free drug development and personalized medicine.
Large scale industrialized cell expansion: producing the critical raw material for biofabrication processes
Cellular biomanufacturing technologies are a critical link to the successful application of cell and scaffold based regenerative therapies, organs-on-chip devices, disease models and any products with living cells contained in them. How do we achieve production level quantities of the key ingredient—’the living cells‘ for all biofabrication processes, including bioprinting and biopatterning? We review key cell expansion based bioreactor operating principles and how 3D culture will play an important role in achieving production quantities of billions to even trillions of anchorage dependent cells. Furthermore, we highlight some of the challenges in the field of cellular biomanufacturing that must be addressed to achieve desired cellular yields while adhering to the key pillars of good manufacturing practices—safety, purity, stability, potency and identity. Biofabrication technologies are uniquely positioned to provide improved 3D culture surfaces for the industrialized production of living cells.
Biofabrication of tissue constructs by 3D bioprinting of cell-laden microcarriers
Riccardo Levato1,2, Jetze Visser3, Josep A Planell1, Elisabeth Engel1,2,4, Jos Malda3,5 andMiguel A Mateos-Timoneda2,1
Bioprinting allows the fabrication of living constructs with custom-made architectures by spatially controlled deposition of multiple bioinks. This is important for the generation of tissue, such as osteochondral tissue, which displays a zonal composition in the cartilage domain supported by the underlying subchondral bone. Challenges in fabricating functional grafts of clinically relevant size include the incorporation of cues to guide specific cell differentiation and the generation of sufficient cells, which is hard to obtain with conventional cell culture techniques. A novel strategy to address these demands is to combine bioprinting with microcarrier technology. This technology allows for the extensive expansion of cells, while they form multi-cellular aggregates, and their phenotype can be controlled. In this work, living constructs were fabricated via bioprinting of cell-laden microcarriers. Mesenchymal stromal cell (MSC)-laden polylactic acid microcarriers, obtained via static culture or spinner flask expansion, were encapsulated in gelatin methacrylamide-gellan gum bioinks, and the printability of the composite material was studied. This bioprinting approach allowed for the fabrication of constructs with high cell concentration and viability. Microcarrier encapsulation improved the compressive modulus of the hydrogel constructs, facilitated cell adhesion, and supported osteogenic differentiation and bone matrix deposition by MSCs. Bilayered osteochondral models were fabricated using microcarrier-laden bioink for the bone compartment. These findings underscore the potential of this new microcarrier-based biofabrication approach for bone and osteochondral constructs.
Microstereolithography and characterization of poly(propylene fumarate)-based drug-loaded microneedle arrays
Yanfeng Lu1, Satya Nymisha Mantha1, Douglas C Crowder2, Sofia Chinchilla2, Kush N Shah2,3,4,Yang H Yun2, Ryan B Wicker5 and Jae-Won Choi1
Drug-loaded microneedle arrays for transdermal delivery of a chemotherapeutic drug were fabricated using multi-material microstereolithography (μSL). These arrays consisted of twenty-five poly(propylene fumarate) (PPF) microneedles, which were precisely orientated on the same polymeric substrate. To control the viscosity and improve the mechanical properties of the PPF, diethyl fumarate (DEF) was mixed with the polymer. Dacarbazine, which is widely used for skin cancer, was uniformly blended into the PPF/DEF solution prior to crosslinking. Each microneedle has a cylindrical base with a height of 700 μm and a conical tip with a height of 300μm. Compression test results and characterization of the elastic moduli of the PPF/DEF (50:50) and PPF/drug mixtures indicated that the failure force was much larger than the theoretical skin insertion force. The release kinetics showed that dacarbazine can be released at a controlled rate for five weeks. The results demonstrated that the PPF-based drug-loaded microneedles are a potential method to treat skin carcinomas. In addition, μSL is an attractive manufacturing technique for biomedical applications, especially for micron-scale manufacturing.
Controlling shape and position of vascular formation in engineered tissues by arbitrary assembly of endothelial cells
Cellular self-assembly based on cell-to-cell communication is a well-known tissue organizing process in living bodies. Hence, integrating cellular self-assembly processes into tissue engineering is a promising approach to fabricate well-organized functional tissues. In this research, we investigated the capability of endothelial cells (ECs) to control shape and position of vascular formation using arbitral-assembling techniques in three-dimensional engineered tissues. To quantify the degree of migration of ECs in endothelial network formation, image correlation analysis was conducted. Positive correlation between the original positions of arbitrarily assembled ECs and the positions of formed endothelial networks indicated the potential for controlling shape and position of vascular formations in engineered tissues. To demonstrate the feasibility of controlling vascular formations, engineered tissues with vascular networks in triangle and circle patterns were made. The technique reported here employs cellular self-assembly for tissue engineering and is expected to provide fundamental beneficial methods to supply various functional tissues for drug screening and regenerative medicine.
The influence of printing parameters on cell survival rate and printability in microextrusion-based 3D cell printing technology
Three-dimensional (3D) cell printing technology has provided a versatile methodology to fabricate cell-laden tissue-like constructs and in vitro tissue/pathological models for tissue engineering, drug testing and screening applications. However, it still remains a challenge to print bioinks with high viscoelasticity to achieve long-term stable structure and maintain high cell survival rate after printing at the same time. In this study, we systematically investigated the influence of 3D cell printing parameters, i.e. composition and concentration of bioink, holding temperature and holding time, on the printability and cell survival rate in microextrusion-based 3D cell printing technology. Rheological measurements were utilized to characterize the viscoelasticity of gelatin-based bioinks. Results demonstrated that the bioink viscoelasticity was increased when increasing the bioink concentration, increasing holding time and decreasing holding temperature below gelation temperature. The decline of cell survival rate after 3D cell printing process was observed when increasing the viscoelasticity of the gelatin-based bioinks. However, different process parameter combinations would result in the similar rheological characteristics and thus showed similar cell survival rate after 3D bioprinting process. On the other hand, bioink viscoelasticity should also reach a certain point to ensure good printability and shape fidelity. At last, we proposed a protocol for 3D bioprinting of temperature-sensitive gelatin-based hydrogel bioinks with both high cell survival rate and good printability. This research would be useful for biofabrication researchers to adjust the 3D bioprinting process parameters quickly and as a referable template for designing new bioinks.
A new method of fabricating a blend scaffold using an indirect three-dimensional printing technique
Due to its simplicity and effectiveness, the physical blending of polymers is considered to be a practical strategy for developing a versatile scaffold having desirable mechanical and biochemical properties. In the present work, an indirect three-dimensional (i3D) printing technique was proposed to fabricate a 3D free-form scaffold using a blend of immiscible materials, such as polycaprolactone (PCL) and gelatin. The i3D printing technique includes 3D printing of a mold and a sacrificial molding process. PCL/chloroform and gelatin/water were physically mixed to prepare the blend solution, which was subsequently injected into the cavity of a 3D printed mold. After solvent removal and gelatin cross-linking, the mold was dissolved to obtain a PCL–gelatin (PG) scaffold, with a specific 3D structure. Scanning electron microscopy and Fourier transform infrared spectroscopy analysis indicated that PCL masses and gelatin fibers in the PG scaffold homogenously coexisted without chemical bonding. Compression tests confirmed that gelatin incorporation into the PCL enhanced its mechanical flexibility and softness, to the point of being suitable for soft-tissue engineering, as opposed to pure PCL. Human adipose-derived stem cells, cultured on a PG scaffold, exhibited enhanced in vitro chondrogenic differentiation and tissue formation, compared with those on a PCL scaffold. The i3D printing technique can be used to blend a variety of materials, facilitating 3D scaffold fabrication for specific tissue regeneration. Furthermore, this convenient and versatile technique may lead to wider application of 3D printing in tissue engineering.














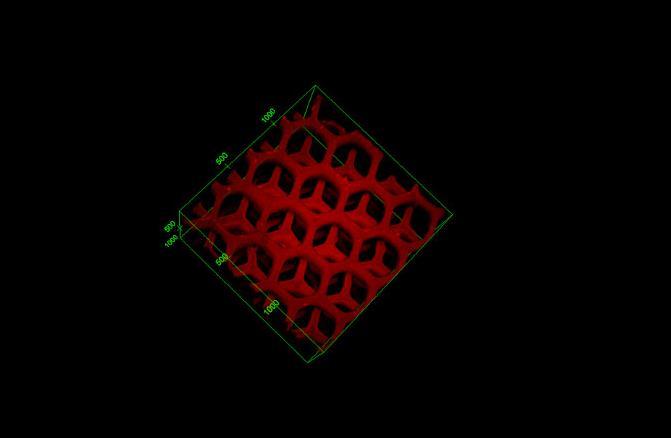{kind=link}
{kind=link}