What is 3-D Printing
Curator: Larry H. Bernstein, MD, FCAP
3D printing or additive manufacturing is a process of making three dimensional solid objects from a digital file. The creation of a 3D printed object is achieved using additive processes. In an additive process an object is created by laying down successive layers of material until the entire object is created. Each of these layers can be seen as a thinly sliced horizontal cross-section of the eventual object.
How does 3D printing work?
It all starts with making a virtual design of the object you want to create. This virtual design is made in a CAD (Computer Aided Design) file using a 3D modeling program (for the creation of a totally new object) or with the use of a 3D scanner (to copy an existing object). A 3D scanner makes a 3D digital copy of an object.
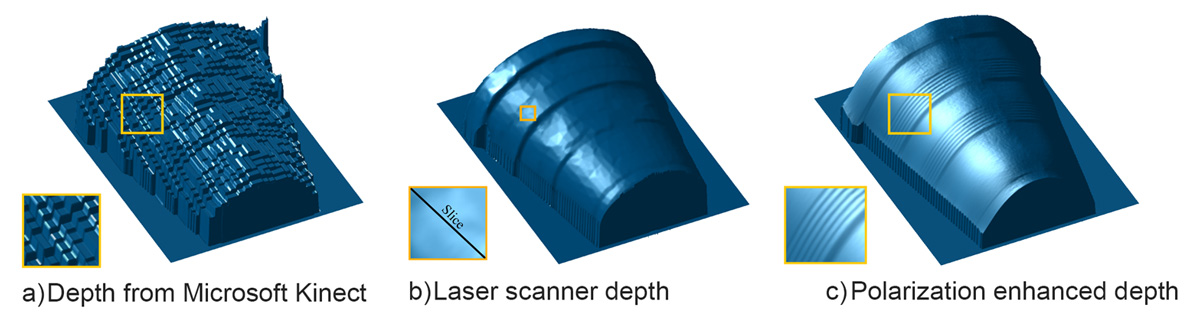
3d scanners use different technologies to generate a 3d model such as time-of-flight, structured / modulated light, volumetric scanning and many more.
Recently, many IT companies like Microsoft and Google enabled their hardware to perform 3d scanning, a great example is Microsoft’s Kinect. This is a clear sign that future hand-held devices like smartphones will have integrated 3d scanners. Digitizing real objects into 3d models will become as easy as taking a picture. Prices of 3d scanners range from very expensive professional industrial devices to 30 USD DIY devices anyone can make at home.
Below you’ll find a short demonstration of the process of 3D scanning with a professional HDI 3D scanner that uses structured light:
To prepare a digital file for printing, the 3D modeling software “slices” the final model into hundreds or thousands of horizontal layers. When the sliced file is uploaded in a 3D printer, the object can be created layer by layer. The 3D printer reads every slice (or 2D image) and creates the object, blending each layer with hardly any visible sign of the layers, with as a result the three dimensional object.
Processes and technologies
Not all 3D printers use the same technology. There are several ways to print and all those available are additive, differing mainly in the way layers are build to create the final object.
Some methods use melting or softening material to produce the layers. Selective laser sintering (SLS) and fused deposition modeling (FDM) are the most common technologies using this way of printing. Another method of printing is when we talk about curing a photo-reactive resin with a UV laser or another similar power source one layer at a time. The most common technology using this method is called stereolithography (SLA).
To be more precise: since 2010, the American Society for Testing and Materials (ASTM) group “ASTM F42 – Additive Manufacturing”, developed a set of standards that classify the Additive Manufacturing processes into 7 categories according to Standard Terminology for Additive Manufacturing Technologies. These seven processes are:
- Vat Photopolymerisation
- Material Jetting
- Binder Jetting
- Material Extrusion
- Powder Bed Fusion
- Sheet Lamination
- Directed Energy Deposition
Below you’ll find a short explanation of all of seven processes for 3d printing:
Vat Photopolymerisation
A 3D printer based on the Vat Photopolymerisation method has a container filled with photopolymer resin which is then hardened with UV light source.
Vat photopolymerisation schematics. Image source: lboro.ac.uk
The most commonly used technology in this processes is Stereolithography (SLA). This technology employs a vat of liquid ultraviolet curable photopolymer resin and an ultraviolet laser to build the object’s layers one at a time. For each layer, the laser beam traces a cross-section of the part pattern on the surface of the liquid resin. Exposure to the ultraviolet laser light cures and solidifies the pattern traced on the resin and joins it to the layer below.
After the pattern has been traced, the SLA’s elevator platform descends by a distance equal to the thickness of a single layer, typically 0.05 mm to 0.15 mm (0.002″ to 0.006″). Then, a resin-filled blade sweeps across the cross section of the part, re-coating it with fresh material. On this new liquid surface, the subsequent layer pattern is traced, joining the previous layer. The complete three dimensional object is formed by this project. Stereolithography requires the use of supporting structures which serve to attach the part to the elevator platform and to hold the object because it floats in the basin filled with liquid resin. These are removed manually after the object is finished.
This technique was invented in 1986 by Charles Hull, who also at the time founded the company, 3D Systems.
Animation of the SLA process
Other technologies using Vat Photopolymerisation are the new ultrafast Continuous Liquid Interface Productionor CLIP and marginally used older Film Transfer Imaging and Solid Ground Curing.
Material Jetting
In this process, material is applied in droplets through a small diameter nozzle, similar to the way a common inkjet paper printer works, but it is applied layer-by-layer to a build platform making a 3D object and then hardened by UV light.
Material Jetting schematics. Image source: CustomPartNet
Here you can see presentation of Stratasys’ Objet500 Connex 3D printers that use their proprietary Triple-Jetting technology where you can clearly see the printheads and UV light:
Binder Jetting
With binder jetting two materials are used: powder base material and a liquid binder. In the build chamber, powder is spread in equal layers and binder is applied through jet nozzles that “glue” the powder particles in the shape of a programmed 3D object. The finished object is “glued together” by binder remains in the container with the powder base material. After the print is finished, the remaining powder is cleaned off and used for 3D printing the next object. This technology was first developed at the Massachusetts Institute of Technology in 1993 and in 1995 Z Corporation obtained an exclusive license.
Binder jetting 3D printing technology overview. Image source: additively.com
The following video shows a high-end binder jetting based 3D printer, the ExOne M-Flex. This 3D printer uses metal powder and curing after the binding material is applied.
Material Extrusion
The most commonly used technology in this process is Fused deposition modeling (FDM)
Fused deposition modelling (FDM), a method of rapid prototyping: 1 – nozzle ejecting molten material (plastic), 2 – deposited material (modelled part), 3 – controlled movable table. Image source: Wikipedia, made by user Zureks under CC Attribution-Share Alike 4.0 International license.
The FDM technology works using a plastic filament or metal wire which is unwound from a coil and supplying material to an extrusion nozzle which can turn the flow on and off. The nozzle is heated to melt the material and can be moved in both horizontal and vertical directions by a numerically controlled mechanism, directly controlled by a computer-aided manufacturing (CAM) software package. The object is produced by extruding melted material to form layers as the material hardens immediately after extrusion from the nozzle. This technology is most widely used with two plastic filament material types: ABS (Acrylonitrile Butadiene Styrene) and PLA (Polylactic acid) but many other materials are available ranging in properties from wood filed, conductive, flexible etc.
FDM was invented by Scott Crump in the late 80’s. After patenting this technology he started the company Stratasysin 1988. The software that comes with this technology automatically generates support structures if required. The machine dispenses two materials, one for the model and one for a disposable support structure.
The term fused deposition modeling and its abbreviation to FDM are trademarked by Stratasys Inc. The exactly equivalent term, fused filament fabrication (FFF), was coined by the members of the RepRap project to give a phrase that would be legally unconstrained in its use.
Animation of the FDM process
Powder Bed Fusion
The most commonly used technology in this processes is Selective laser sintering (SLS)
SLS system schematic. Image source: Wikipedia from user Materialgeeza under Creative Commons Attribution-Share Alike 3.0 Unported license
This technology uses a high power laser to fuse small particles of plastic, metal, ceramic or glass powders into a mass that has the desired three dimensional shape. The laser selectively fuses the powdered material by scanning the cross-sections (or layers) generated by the 3D modeling program on the surface of a powder bed. After each cross-section is scanned, the powder bed is lowered by one layer thickness. Then a new layer of material is applied on top and the process is repeated until the object is completed.
All untouched powder remains as it is and becomes a support structure for the object. Therefore there is no need for any support structure which is an advantage over SLS and SLA. All unused powder can be used for the next print. SLS was developed and patented by Dr. Carl Deckard at the University of Texas in the mid-1980s, under sponsorship of DARPA.
Animation of the SLS process
Sheet Lamination
Sheet lamination involves material in sheets which is bound together with external force. Sheets can be metal, paper or a form of polymer. Metal sheets are welded together by ultrasonic welding in layers and then CNC milled into a proper shape. Paper sheets can be used also, but they are glued by adhesive glue and cut in shape by precise blades. A leading company in this field is Mcor Technologies.
Simplified model of ultrasonic sheet metal 3D printing. Image source: Wikipedia from user Mmrjf3 shared under Creative Commons Attribution 3.0 Unported license.
Here is a video with a metal sheet 3D printer by Fabrisonic that uses additive manufacturing paired with CNC milling:
… and here is an overview of Mcor 3D printers that use standard A4 paper sheets:
Directed Energy Deposition
This process is mostly used in the high-tech metal industry and in rapid manufacturing applications. The 3D printing apparatus is usually attached to a multi-axis robotic arm and consists of a nozzle that deposits metal powder or wire on a surface and an energy source (laser, electron beam or plasma arc) that melts it, forming a solid object.
Direct Energy Deposition with metal powder and laser melting. Image source: Merlin project
Sciaky is a major tech company in this area and here is their video presentation showing electron beam additive manufacturing:
http://i.ytimg.com/vi/5s0J-7W4i6s/hqdefault.jpg
http://i.ytimg.com/vi/Xff4eIYXDvI/hqdefault.jpg
Examples & applications of 3D printing
http://i.ytimg.com/vi/A10XEZvkgbY/hqdefault.jpg
http://3dprinting.com/wp-content/uploads/2012/06/3dprinting-Infographic.jpg
Applications include rapid prototyping, architectural scale models & maquettes, healthcare (3d printed prosthetics and printing with human tissue) and entertainment (e.g. film props).
Other examples of 3D printing would include reconstructing fossils in paleontology, replicating ancient artifacts in archaeology, reconstructing bones and body parts in forensic pathology and reconstructing heavily damaged evidence acquired from crime scene investigations.
3D printing industry
The worldwide 3D printing industry is expected to grow from $3.07B in revenue in 2013 to $12.8B by 2018, and exceed $21B in worldwide revenue by 2020. As it evolves, 3D printing technology is destined to transform almost every major industry and change the way we live, work, and play in the future.
Source: Wohlers Report 2015
Medical industry
The outlook for medical use of 3D printing is evolving at an extremely rapid pace as specialists are beginning to utilize 3D printing in more advanced ways. Patients around the world are experiencing improved quality of care through 3D printed implants and prosthetics never before seen.
Bio-printing
As of the early two-thousands 3D printing technology has been studied by biotech firms and academia for possible use in tissue engineering applications where organs and body parts are built using inkjet techniques. Layers of living cells are deposited onto a gel medium and slowly built up to form three dimensional structures. We refer to this field of research with the term: bio-printing.
Aerospace & aviation industries
The growth in utilisation of 3D printing in the aerospace and aviation industries can, for a large part, be derived from the developments in the metal additive manufacturing sector.
NASA for instance prints combustion chamber liners using selective laser melting and as of march 2015 the FAA cleared GE Aviation’s first 3D printed jet engine part to fly: a laser sintered housing for a compressor inlet temperature sensor.
Automotive industry
Although the automotive industry was among the earliest adopters of 3D printing it has for decades relegated 3d printing technology to low volume prototyping applications.
Nowadays the use of 3D printing in automotive is evolving from relatively simple concept models for fit and finish checks and design verification, to functional parts that are used in test vehicles, engines, and platforms. The expectations are that 3D printing in the automotive industry will generate a combined $1.1 billion dollars by 2019.
Industrial printing
In the last couple of years the term 3D printing has become more known and the technology has reached a broader public. Still, most people haven’t even heard of the term while the technology has been in use for decades. Especially manufacturers have long used these printers in their design process to create prototypes for traditional manufacturing and research purposes. Using 3D printers for these purposes is called rapid prototyping.
Why use 3D printers in this process you might ask yourself. Now, fast 3D printers can be bought for tens of thousands of dollars and end up saving the companies many times that amount of money in the prototyping process. For example, Nike uses 3D printers to create multi-colored prototypes of shoes. They used to spend thousands of dollars on a prototype and wait weeks for it. Now, the cost is only in the hundreds of dollars, and changes can be made instantly on the computer and the prototype reprinted on the same day.
Besides rapid prototyping, 3D printing is also used for rapid manufacturing. Rapid manufacturing is a new method of manufacturing where companies are using 3D printers for short run custom manufacturing. In this way of manufacturing the printed objects are not prototypes but the actual end user product. Here you can expect more availability of personally customized products.
Personal printing
Personal 3D printing or domestic 3D printing is mainly for hobbyists and enthusiasts and really started growing in 2011. Because of rapid development within this new market printers are getting cheaper and cheaper, with prices typically in the range of $250 – $2,500. This puts 3D printers into more and more hands.
The RepRap open source project really ignited this hobbyist market. For about a thousand dollars people could buy the RepRap kit and assemble their own desktop 3D printer. Everybody working on the RepRap shares their knowledge so other people can use it and improve it again.
History
In the history of manufacturing, subtractive methods have often come first. The province of machining (generating exact shapes with high precision) was generally a subtractive affair, from filing and turning through milling and grinding.
Additive manufacturing’s earliest applications have been on the toolroom end of the manufacturing spectrum. For example, rapid prototyping was one of the earliest additive variants and its mission was to reduce the lead time and cost of developing prototypes of new parts and devices, which was earlier only done with subtractive toolroom methods (typically slowly and expensively). However, as the years go by and technology continually advances, additive methods are moving ever further into the production end of manufacturing. Parts that formerly were the sole province of subtractive methods can now in some cases be made more profitably via additive ones.
However, the real integration of the newer additive technologies into commercial production is essentially a matter of complementing subtractive methods rather than displacing them entirely. Predictions for the future of commercial manufacturing, starting from today’s already- begun infancy period, are that manufacturing firms will need to be flexible, ever-improving users of all available technologies in order to remain competitive.
Future
It is predicted by some additive manufacturing advocates that this technological development will change the nature of commerce, because end users will be able to do much of their own manufacturing rather than engaging in trade to buy products from other people and corporations.
3D printers capable of outputting in colour and multiple materials already exist and will continue to improve to a point where functional products will be able to be output. With effects on energy use, waste reduction, customization, product availability, medicine, art, construction and sciences, 3D printing will change the manufacturing world as we know it.
If you’re interested in more future predictions regarding 3D printing, check out The Future Of Open Fabrication.
Services
Not everybody can afford or is willing to buy their own 3D printer. Does this mean you cannot enjoy the possibilities of 3D printing? No, not to worry. There are 3D printing service bureaus like Shapeways, Ponoko and Sculpteo that can very inexpensively print and deliver an object from a digital file that you simply upload to their website. You can even sell your 3D designs on their website and make a little money out of it!
There are also companies who offer their services business-to-business. When, for instance, you have an architecture practice and you need to build model scales, it is very time consuming doing this the old fashioned way. There are services where you can send your digital model to and they print the building on scale for you to use in client presentations. These kind of services can already be found in a lot of different industries like dental, medical, entertainment and art.
3D Marketplaces
If you don’t have the skills to design your own 3D models, you can still print some very nice objects. 3D marketplaces such as Pinshape and CGTrader contain 3d model files you can download for a small charge or for free.
Read Full Post »




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}